Al2O3 泡沫陶瓷具有低密度、低熱導率、低介電常數及高比表面積等優異特性, 在高溫氣體凈化、金屬熔體過濾以及高溫隔熱材料等領域有著廣闊的應用前景。機械發泡結合注凝成型是一種直接發泡方法, 易操作、工藝簡單且污染少, 可以批量制備大尺寸樣品。但是早期的注凝成型技術存在著添加劑種類多、單體有毒、氧阻聚以及工藝復雜等問題。最近, Yang 等開發了一種新的注凝體系, 該體系只需添加一種水溶性共聚物(異丁烯和馬來酸酐按 1: 1 共聚而成, 簡稱 PIBM), 用量少, 能在常溫下凝膠成型, 而且已應用于多種材料的注凝成型。利用該注凝體系并結合機械發泡工藝, Yang 等以陰離子表面活性劑十二烷基硫酸三乙醇胺(EMAL TD)為發泡劑制備了高氣孔率的 Al2O3 泡沫陶瓷。但是, 氣孔率為 87%的樣品發生了孔壁塌陷現象, 這可能是由于該注凝體系固化速度慢, 造成了氣泡破裂。據報道, 兩種不同類型的表面活性劑配合使用, 可以提高漿料的發泡能力, 并且有助于穩定泡沫。另外, 根據環氧樹脂與羧酸發生化學反應生成酯的原理, 在 PIBM 注凝體系中加入環氧樹脂, 有望加快凝膠固化速度, 穩定泡沫, 從而改善泡沫陶瓷的微觀結構。本工作采用 PIBM 新型凝膠體系結合機械發泡工藝, 以兩種表面活性劑為發泡劑制備高氣孔率 Al2O3 泡沫陶瓷。研究環氧樹脂對 PIBM 注凝體系凝膠過程以及泡沫陶瓷的性能和微觀結構的影響, 以期獲得結構均勻和性能優異的 Al2O3 泡沫陶瓷。
1 實驗方法
1.1 實驗原料純度為 99.5%的氧化鋁粉體(AES-11, d50= 0.45 μm, Sumitomo, Osaka, Japan); PIBM(分子量為 55000~65000, Kuraray, Osaka, Japan); EMAL TD (C12H25OSO3H·N(C2H4OH)3, 40vol% 水溶液 , Kao Chemical Co. Tokyo, Japan); AMPHITOL 24B (C16H33NO2, Kao Chemical Co. Tokyo, Japan); DE211 環氧樹脂(乙二醇縮水甘油醚, HanjinChemtech CO., South Korea)。 1.2 實驗過程稱取 0.3 g PIBM 溶于 25 mL 去離子水中, 添加 100 g Al2O3 粉體, 配制固含量為 50vol%、PIBM 添加量為 0.3wt%的漿料, 以 250 r/min 速度球磨 2 h ; 然后, 向漿料中加入表面活性劑(EMAL TD 和 AMPHITOL 24B), 再添加 DE211 環氧樹脂, 進行機械攪拌發泡; 將所得泡沫漿料注入模具中成型, 室溫放置 24 h 后脫模, 在 60℃下干燥 10 h; 最后, 對干燥后的坯體進行無壓燒結(1500℃, 3 h)。 1.3 分析測試利用泡沫陶瓷質量與體積之比計算樣品的密度; 根據泡沫陶瓷密度與致密陶瓷理論密度之比計算相對密度?相對, 進而得到樣品的氣孔率P孔(P孔=1–?相對); 采 用 Instron-5566 萬能材料試驗機 ( 加載速度 : 1.5 MPa/s, 樣品尺寸: 20 mm×20 mm×20 mm)測試樣品的抗壓強度; 采用日本JSMJEOL-6390 型掃描電子顯微鏡(SEM)觀察樣品的微觀結構。
2 結果和討論
2.1 EMAL TD 和 AMPHITOL 24B 發泡制備氧化鋁泡沫陶瓷如圖 1 所示, 當固定 EMAL TD 含量為 0.8vol% 時, 隨著 AMPHITOL 24B 含量的增加, 氣孔率先增加后下降。當AMPHITOL 24B含量為0.5vol%時, 氣孔率達到 92.4%。可見, 以 EMAL TD 和 AMPHITOL 24B 為發泡劑, 經過機械發泡和注凝成型技術, 能夠制備出高氣孔率的氧化鋁泡沫陶瓷。當 EMAL TD 和 AMPHITOL 24B 添加量分別為 0.8vol% 和 0.5vol%時, 泡沫陶瓷的氣孔率達到最大。 2.2 DE211 環氧樹脂對氧化鋁泡沫陶瓷性能和微觀結構的影響依據上述研究結果, 配制固含量為 50vol%的漿料, 并且發泡劑的用量固定為 0.8vol%EMAL TD 和 0.5vol%AMPHITOL 24B。在漿料發泡之前分別添加 0.1wt%、0.3wt%和 0.5wt%DE211 環氧樹脂, 制備泡沫陶瓷。圖 2 為 DE211 環氧樹脂添加量對泡沫陶瓷氣孔率和抗壓強度的影響。
從圖 2 可知, 隨著 DE211 環氧樹脂添加量的增加, 泡沫陶瓷氣孔率呈下降趨勢, 抗壓強度呈增加趨勢。未加 DE211 時, 泡沫陶瓷的氣孔率為 92.4%, 抗壓強度為 0.5 MPa; 當 DE211 添加量為 0.3wt%時, 氣孔率降為 91.1%, 抗壓強度接近 3 MPa。
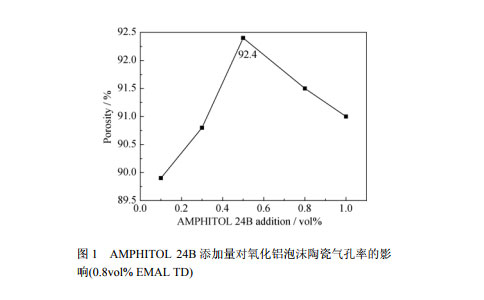
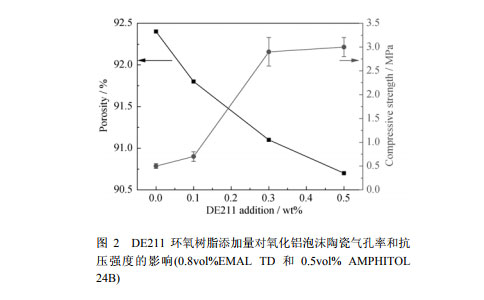
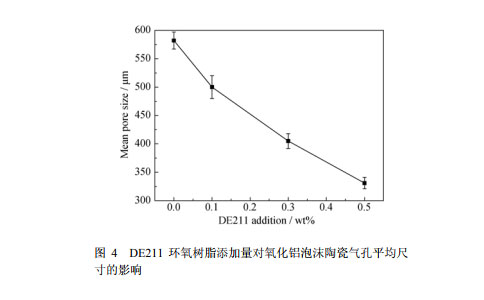
圖 3 為 DE211 環氧樹脂添加量對泡沫陶瓷微觀結構的影響, 圖 4 為 DE211 環氧樹脂添加量對氧化鋁泡沫陶瓷氣孔平均尺寸的影響。從圖 3 可以看出, 未加入 DE211 環氧樹脂時, 樣品氣孔尺寸大, 分布不均, 結構出現坍塌, 孔壁缺陷多(圖 3(a)); 隨著 DE211 環氧樹脂添加量的增加, 尺寸分布趨于均勻, 孔壁塌陷現象消失, 結構完整性增加。同時, 氣孔平均尺寸從 582 μm 降至 331 μm(圖 4)。
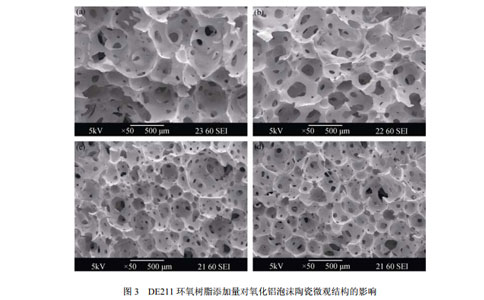
由于 DE211 環氧樹脂的環氧基能夠與 PIBM 的酸酐發生反應生成酯, 加快凝膠固化過程, 降低小氣孔合并成大氣孔和結構塌陷的可能性, 從而改善了樣品的微觀結構。另外, DE211 樹脂的環氧基還能與 EMAL TD 和 AMPHITOL 24B 發生反應, 在一定程度上降低表面活性劑的發泡能力, 降低漿料的發泡率, 使得泡沫陶瓷氣孔率有所降低。添加 0.5wt%DE211 環氧樹脂的泡沫陶瓷, 氣孔率達到 90.7%, 且微觀結構完整, 沒有結構孔壁的塌陷。與 Yang 等[16]的研究結果(氣孔率為 87%時即出現結構塌陷)相比, 本研究制備的泡沫陶瓷氣孔率和結構完整性均得到了提高。
3 結論
1) EMAL TD 和 AMPHITOL 24B 添加量分別為 0.8vol%和 0.5vol%時, 氧化鋁泡沫陶瓷的氣孔率達到 92.4%。 2) DE211 環氧樹脂的添加, 使得泡沫陶瓷的氣孔率略微降低, 但抗壓強度顯著提高, 結構塌陷少, 孔壁完整性增加, 氣孔平均尺寸下降。 3) DE211 樹脂的環氧基與 PIBM 中的酸酐發生反應, 導致漿料的凝膠固化速度加快, 有效解決了小氣泡合并和結構塌陷的問題。










